[VIP第1年] 指数:3
[VIP第1年] 指数:3
控制器铝型材加工的质量控制要点主要有以下几个方面:**原材料控制**1.铝型材选择:-确保选用符合国家标准和行业规范的质优铝型材,检查其材质证明和质量检测报告。-根据控制器的具体使用要求,选择合适的铝合金的牌号,考虑强度、耐腐蚀性、导热性等性能指标。-对铝型材的尺寸精度进行严格检验,包括长度、宽度、厚度等,偏差应在允许范围内。2.辅助材料:-对于连接用的紧固件、密封件等辅助材料,也要选用质量可靠的产品,确保其与铝型材的兼容性和耐用性。灯具铝型材加工请找常州市蓉胜天力铝加工有限公司,欢迎来电。常州灯具铝材切割费用

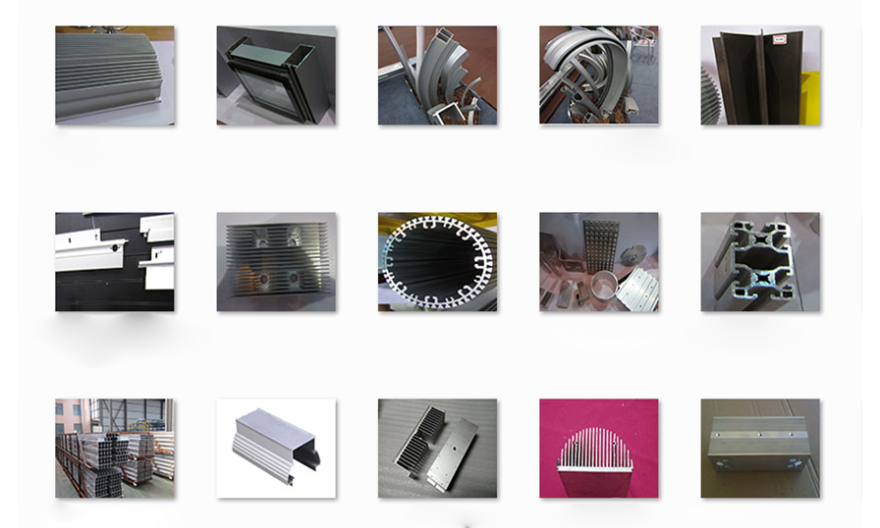
铝型材加工是一种常见的金属加工方法,它广泛应用于建筑、交通运输、电子、机械制造等领域。铝型材具有重量轻、强度高、耐腐蚀、导热性好等优点,因此在现代工业中得到了广泛的应用。铝型材加工的过程主要包括铝材的切割、成型、焊接、表面处理等步骤。首先,铝材需要经过切割,常见的切割方法有锯切、剪切、冲裁等。锯切是较常用的方法,通过使用锯片将铝材切割成所需的尺寸和形状。剪切则是通过使用剪刀或剪刀机将铝材切割成所需的形状。宁波百叶窗铝型材切割费精密铝型材加工请找常州蓉胜天力,欢迎来电详谈。

温度过高还可能使铝型材在挤压过程中发生过度变形,尺寸精度难以控制,影响产品的几何形状和尺寸精度。增加能源消耗:-为了将模具加热到过高的温度,需要消耗更多的能源,增加生产成本。-过高的温度还会导致模具散热加快,需要持续加热以维持温度,进一步增加能源消耗。温度过低的影响:产生应力集中:-当模具预热温度过低时,在挤压过程中,模具与高温的铝型材接触后,会产生较大的温差。这种温差会导致模具内部产生热应力,使模具容易出现裂纹、断裂等损坏。-应力集中还可能影响模具的尺寸稳定性,使铝型材的尺寸精度难以保证。
接下来,我们可以使用锯床对角铝型材进行切割。根据标记的位置,我们可以将角铝型材放在锯床上,并使用锯片进行切割。在切割过程中,我们需要保持稳定的手势和适当的切割速度,以确保切割的准确性和平整度。除了切割,角铝型材还需要进行钻孔。在进行钻孔之前,我们需要使用铅笔在角铝型材上做出钻孔位置的标记。然后,我们可以使用钻床和合适的钻头进行钻孔。在钻孔过程中,我们需要控制好钻孔的深度和角度,以确保钻孔的准确性和稳定性。百叶片铝型材加工请联系常州蓉胜天力。

铝型材的拉伸:将凝固成型的铝坯放入拉伸机中,通过拉伸和挤压的力量,使铝坯逐渐变细、变长,形成所需的铝型材。铝型材的切割:将拉伸好的铝型材根据需要的长度进行切割,得到所需的铝型材产品。铝型材的表面处理:铝型材经过切割后,表面可能会有一些毛刺和氧化层,需要进行表面处理。常见的表面处理方法有阳极氧化、喷涂、电泳涂装等。铝型材的加工:根据不同的应用需求,对铝型材进行进一步的加工,如切割、冲压、焊接、钻孔、铣削等。门窗铝型材加工请联系常州市蓉胜天力铝加工有限公司,欢迎来电。江苏百叶片铝型材加工费用
精密铝型材加工请找常州蓉胜天力,欢迎来电咨询。常州灯具铝材切割费用
挤压铝型材散热器表面的处理有:金属电镀方、氧化上色、擦纹(压纹)、喷砂、抛光;三个表面喷涂工艺为:喷底面漆、面漆及罩光漆和二次喷涂。挤压铝型材散热器表面处理都是为了能提高性能,具体方法如下:1、金属电镀方法:比较常见,同时有打磨后电镀的处理工艺。2、氧化(上色):铝表面处理氧化的用途分两方面,增强物理特性,可以达到上色目的。3、擦纹:有叫做拉丝,表现相似于车纹,都是表面形成流畅的连续纹路,不同的是,车纹表现为环状纹路,擦纹表现为直线批花。4、喷砂:铝表面处理的目的是用来克服和掩盖铝合金在机械加工过程中产生的一些缺陷以及满足回火炉客户对产品外观的一些特殊要求。有玻璃砂、钨砂等,呈现不同感觉,类似毛玻璃的粗燥质感,细的砂型同样可以表现出较高水平的产品。5、抛光:克服缺陷去毛刺和使表面光亮的作用。6、车纹:铝表面处理是模具成型后再次加工的处理方式,使用车床加工出纹路,总体表现为极其规律的纹理特征。常州灯具铝材切割费用
文章来源地址: http://yjkc.m.chanpin818.com/jsjgc/ljlhjc/deta_23900122.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。